
皮带跑偏研究及液压自动纠偏装置设计
作者来源:技术中心 发布时间: 2016-07-06 09:00
导读:结合燃煤热电厂现场实际,分析带式输送机运行过程中存在的皮带跑偏的原因,并对传统液压自动纠偏装置进行改造、设计,消除皮带跑偏对物料运输的不利影响。
0 引言
皮带跑偏是带式输送机的常见故障,常会造成物料倾洒或带边磨损,降低皮带的使用寿命,严重时还会造成皮带撕裂、皮带边料高速运转损坏其他设备甚至伤人,影响安全生产,且有可能造成重大经济损失。因此,有效地防止和快速调整皮带跑偏,是皮带机在安装和使用中所应注意和需要解决的重要问题之一。根据带式输送机在燃煤发电厂的使用经验,针对皮带运行过程中存在的跑偏问题对物料运输的影响,分析皮带跑偏的原因,并对液压式自动纠偏装置进行改造、设计。
1 带式输送机皮带跑偏原因分析
皮带跑偏是指在输送机运行过程中,皮带偏离输送机中心线造成皮带在托辊上分成不均匀的现象。引起皮带跑偏的原因有许多,其中最主要的有滚筒、托辊皮带自身、转载点等的设计安装不合理。
1.1 滚筒引起的皮带跑偏
(1)滚筒轴线与皮带中心线不垂直引起的皮带跑偏。
驱动滚筒和换向滚筒安装质量差,中心线不与皮带中线垂直,成喇叭状,如图1所示,假设当驱动电机带动驱动滚筒如图中所示方向旋转,由驱动电机旋转给皮带施加一个垂直于驱动滚筒轴线向右的牵引力Fu,该牵引力可分解为带动皮带向右运行的分力Fx和一个向B方向的分力Fy,Fy将带动皮带向B侧跑偏。对于换向滚筒,皮带以速度u向右运行,对其产生一个向右的牵引力Fu′,将该牵引力分解为一个垂直于换向滚筒轴线的力Fx′带动滚筒转动和一个向B′方向的分力Fy′,Fy′带动皮带向B′跑偏。
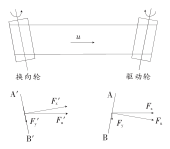
图1 滚筒轴线与皮带中心线不垂直引起的皮带跑偏
(2)滚筒直径大小不一引起的跑偏。
滚筒直径A、B侧大小不一,如图2所示。
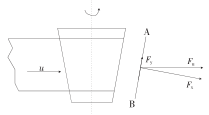
图2 滚筒直径大小不一引起的跑偏
1.2 托辊引起的皮带跑偏
(1)托辊安装与皮带中线不垂直引起的跑偏,如图3所示。
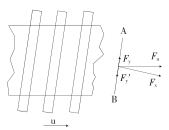
图3 托辊安装与皮带中线不垂直引起的跑偏
(2)托辊安装不在中线上引起的皮带跑偏。如图4所示。
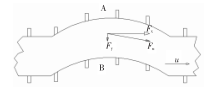
图4 托辊安装不在中线上引起的皮带跑偏
(3)托辊安装不水平引起皮带跑偏。
由于托辊安装不在水平线上,造成托辊上所受皮带重力不均匀,在重力的作用下,皮带将向低的一侧跑偏。
1.3 皮带自身原因引起的跑偏
如果皮带使用时间长,产生老化变形、边缘磨损,或者胶带损坏后重新制作的接头中心不正,都会使胶带两侧边长短不一而所受拉力不一致。假设某皮带由于某种原因左边比右边变得更长,如图5所示,取皮带上任意两个左右对称的点A和B,在皮带与滚筒接触的面上另取两个点C和D使得AC、BD都与滚筒轴线垂直。在皮带牵引力的作用下,点A将在点D上产生一个拉力Fad,同理点B也会在点C上产生一个拉力Fcb。可分别将这两个拉力分解为方向相同的牵引力Fx、Fx′和两个方向相反的分力Fy、Fy′。由于皮带左侧比右侧长,Fcb大于Fda,其分力Fy′也将大于Fy,因此皮带会向右侧跑偏。
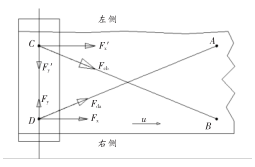
图5 皮带左右侧长度不一引起的跑偏
1.4 物料分布不均引起的皮带跑偏
在皮带与皮带交汇处的转载点,如果转载装置设计不合理,将使得上一条输送机转载到本台输送机上的物料未在皮带上均匀分布,如图6所示。此时,皮带将受到垂直于地的力F(等于物料的重力G)与物料从上屋输送机落下后对皮带的冲击力Fc。在皮带侧面将F分解垂直于皮带侧面的分力Fx和平行于皮带侧面的分力Fy,在Fy的作用下,皮带将渐渐向着A侧跑偏,跑偏的速率与皮带上的物料多少和上层输送机到本层的垂直高度有关。
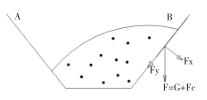
图6 物料分布不均引起的皮带跑偏
1.5 其他原因引起的皮带跑偏
除上述因素外,在现场生产中还存在许多其他因素会引起带式输送机皮带跑偏,如皮带的张紧装置产生的张紧力不够、输送机运行过程中产生震动、个别托滚滚筒脱落或者卡等等。
综合以上分析,输送带跑偏主要是由于零部件的加工制造误差大、安装质量差,使输送带在运转过程中受到偏心力所致。
2 液压自动调偏装置设计
传统的皮带跑偏调整方法多为固定式纠偏,即在皮带跑偏后通过调整托辊的位置、纠编托辊的偏离角度等达到调偏效果,但由于皮带跑偏往往由多个因素同时引起,因此调偏难度较大。随着科技的发展,越来越多的企业使用了自动调偏装置进行纠偏,调偏装置的种类也越来越多。其中,液压自动调偏装置以其反应灵敏、纠偏效率高等特点得到广泛运用。
2.1 系统组成
液压自动调偏装置由液压系统、控制系统、检测装置和调偏装置组成。
湖南开元机械工业有限公司提供的液压自动调偏装置产品,是在传统的液压自动调偏装置进行了升级,如下图所示。
湖南开元机械工业有限公司提供的液压自动调偏装置产品,是在传统的液压自动调偏装置进行了升级,如下图所示。


自动液压上调偏装置 自动液压下调偏装置
3 结语
结合产品工作实际,对传统的液压自动纠偏装置进行改造升级,从现场的实施情况看,取得了良好的效果,皮带跑偏现象得到解决,设备运行的稳定性和皮带运料量得到极大提高。
如果您有全自动液压调偏装置产品方面的需求,请联系湖南开元机械工业有限公司,我们将竭诚为您提供专业的技术解决方案和稳定可靠的设备产品,成为您信赖的设备供应服务商和提高生产率的合作伙伴!
如果您有全自动液压调偏装置产品方面的需求,请联系湖南开元机械工业有限公司,我们将竭诚为您提供专业的技术解决方案和稳定可靠的设备产品,成为您信赖的设备供应服务商和提高生产率的合作伙伴!
上一篇:波状挡边输送机的发展 下一篇:带式输送机简介